
Young Researcher Paper Award 2025
🥇Winners
🥇Winners
Print: ISSN 0914-4935
Online: ISSN 2435-0869
Sensors and Materials
is an international peer-reviewed open access journal to provide a forum for researchers working in multidisciplinary fields of sensing technology.
Online: ISSN 2435-0869
Sensors and Materials
is an international peer-reviewed open access journal to provide a forum for researchers working in multidisciplinary fields of sensing technology.
Tweets by Journal_SandM
Sensors and Materials
is covered by Science Citation Index Expanded (Clarivate Analytics), Scopus (Elsevier), and other databases.
Instructions to authors
English 日本語
Instructions for manuscript preparation
English 日本語
Template
English
Publisher
MYU K.K.
Sensors and Materials
1-23-3-303 Sendagi,
Bunkyo-ku, Tokyo 113-0022, Japan
Tel: 81-3-3827-8549
Fax: 81-3-3827-8547
MYU Research, a scientific publisher, seeks a native English-speaking proofreader with a scientific background. B.Sc. or higher degree is desirable. In-office position; work hours negotiable. Call 03-3827-8549 for further information.

MYU Research
(proofreading and recording)

MYU K.K.
(translation service)
The Art of Writing Scientific Papers
(How to write scientific papers)
(Japanese Only)
is covered by Science Citation Index Expanded (Clarivate Analytics), Scopus (Elsevier), and other databases.
Instructions to authors
English 日本語
Instructions for manuscript preparation
English 日本語
Template
English
Publisher
MYU K.K.
Sensors and Materials
1-23-3-303 Sendagi,
Bunkyo-ku, Tokyo 113-0022, Japan
Tel: 81-3-3827-8549
Fax: 81-3-3827-8547
MYU Research, a scientific publisher, seeks a native English-speaking proofreader with a scientific background. B.Sc. or higher degree is desirable. In-office position; work hours negotiable. Call 03-3827-8549 for further information.
MYU Research
(proofreading and recording)
MYU K.K.
(translation service)
The Art of Writing Scientific Papers
(How to write scientific papers)
(Japanese Only)
Sensors and Materials, Volume 34, Number 5(1) (2022)
Copyright(C) MYU K.K.
Copyright(C) MYU K.K.
|
pp. 1665-1673
S&M2918 Research Paper of Special Issue https://doi.org/10.18494/SAM3813 Published: May 10, 2022 Effects of Forced Convection on the Deformation Values of 3D-printed Nylon Thin-walled Specimens [PDF] Yuchun Yang, Zhi-Hong Lin, Chao-Ming Hsu, and Cheng-Fu Yang (Received December 30, 2021; Accepted March 23, 2022) Keywords: 3D printer, nylon, PJ-A3000, fused deposition modeling, printing parameters
In this study, nylon was used in a common 3D printer as the base material to print thin-walled specimens, and the printed objects were placed on a PJ-A3000 optical measuring projector to measure the deformation value. We used printing speed, layer thickness, and specimen size as parameters to explore the relationships between the printing parameters and the deformation value during the printing process. The printing speed ranged from 30 to 80 mm/s, and we used 10 mm/s as an interval to determine its effect on the deformation value when the layer thickness and specimen size were set at 0.2 mm and 70 mm × 100 mm × 0.2 mm, respectively. When the printing speed and specimen size were set at 80 mm/s and 70 mm × 100 mm × 0.2 mm, respectively, three different layer thicknesses, namely, 0.15, 0.2, and 0.5 mm, were used as the printing parameters to explore their effects on the deformation values of nylon thin-walled specimens 3D-printed at the same speed of 80 mm/s and the same layer thickness of 0.2 mm. Finally, the length and height of the specimens were 70 mm × 100 mm and 70 mm × 150 mm, respectively, and the thicknesses of the designed specimens were 0.2, 0.4, 0.6, and 0.8 mm to determine the deformation values of the 3D-printed nylon thin-walled specimens.
Corresponding author: Chao-Ming Hsu, Cheng-Fu Yang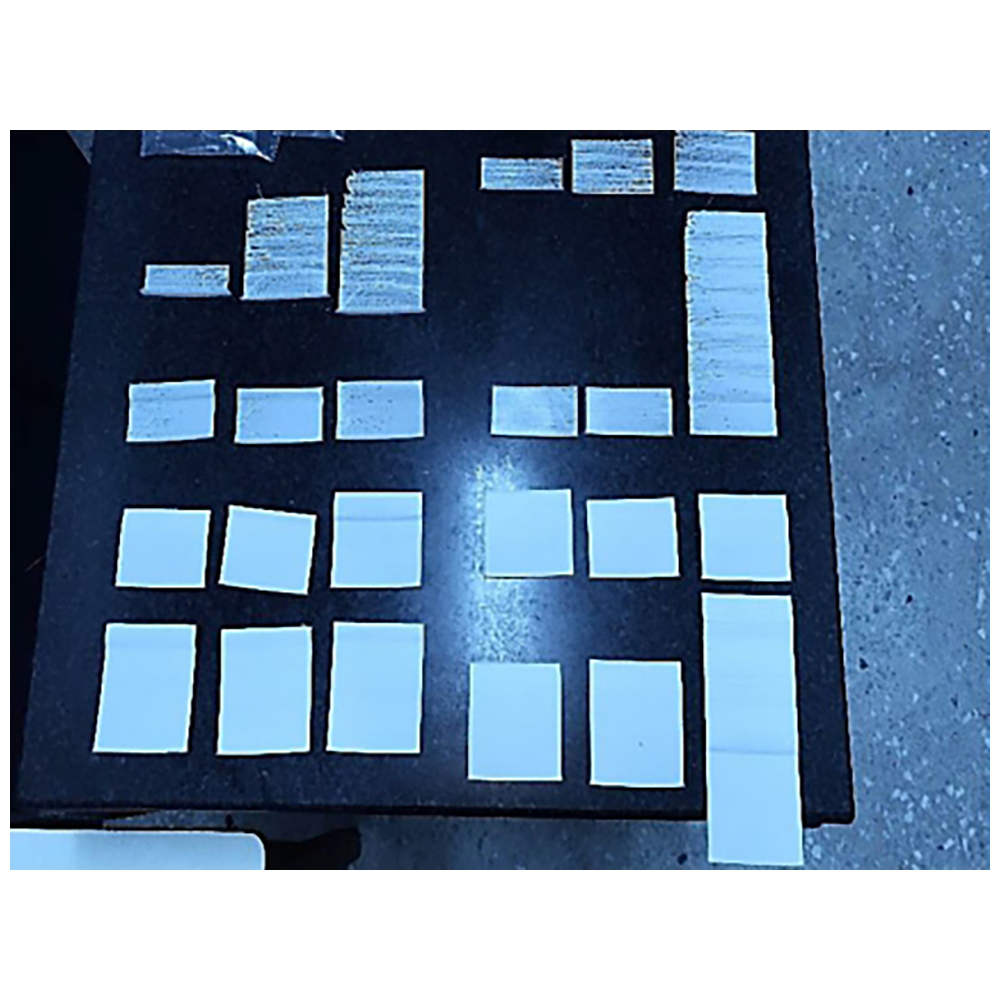  This work is licensed under a Creative Commons Attribution 4.0 International License. Cite this article Yuchun Yang, Zhi-Hong Lin, Chao-Ming Hsu, and Cheng-Fu Yang, Effects of Forced Convection on the Deformation Values of 3D-printed Nylon Thin-walled Specimens, Sens. Mater., Vol. 34, No. 5, 2022, p. 1665-1673. |
Forthcoming Regular Issues
Forthcoming Special Issues
Special Issue on Signal Collection, Processing, and System Integration in Automation Applications 2026
Guest editor, Hsiung-Cheng Lin (National Chin-Yi University of Technology), Ming-Te Chen (National Chin-Yi University of Technology), and Chin-Yi Cheng (National Yunlin University of Science and Technology)
Call for paper
Special Issue on Advanced GeoAI for Smart Cities: Novel Data Modeling with Multi-source Sensor Data
Guest editor, Prof. Changfeng Jing (China University of Geosciences Beijing)
Call for paper
Special Issue on Advanced Sensor Application Development
Guest editor, Shih-Chen Shi (National Cheng Kung University) and Tao-Hsing Chen (National Kaohsiung University of Science and Technology)
Call for paper
Special Issue on Sensing Beyond Transduction: Materials, Devices, and Signal Processing for Intelligent Sensory Systems
Guest editor, Masayuki Sohgawa (Niigata University)
Call for paper
Special Issue on Advanced Materials and Technologies for Sensor and Artificial- Intelligence-of-Things Applications (Selected Papers from ICASI 2026)
Guest editor, Sheng-Joue Young (National Yunlin University of Science and Technology)
Conference website
Call for paper
Special Issue on Biosensing Devices
Guest editor, Kiyotaka Sasagawa (Nara Institute of Science and Technology)
Call for paper
-
For more information of Special Issues (click here)
-
Special Issue on Mobile Computing and Ubiquitous Networking for Smart Society
- Accepted papers (click here)
- High-precision Autonomous Driving Map Quality Inspection Indicator System and Evaluation Method
Chengcheng Li, Ming Dong, Hongli Li, Xunwen Yu, Yongxuan Liu, and Chong Zhang - Surface Albedo in Different Land Cover Types in Northeast China
Tao Pan, Fu Li, Yucheng Tao, Lijuan Zhang, and Xiaoyan Jiang
- High-precision Autonomous Driving Map Quality Inspection Indicator System and Evaluation Method
- Accepted papers (click here)
- Design and Development of a Fuzzy-logic-based Long-range Aquaculture System
Sheng-Tao Chen and Tai-I Chou
- Design and Development of a Fuzzy-logic-based Long-range Aquaculture System
Guest editor, Akira Uchiyama (The University of Osaka) and Jaehoon Paul Jeong (Sungkyunkwan University)
Call for paper
Special Issue on Novel Sensors, Materials, and Related Technologies on Artificial Intelligence of Things Applications
Guest editor, Teen-Hang Meen (National Formosa University), Wenbing Zhao (Cleveland State University), and Cheng-Fu Yang (National University of Kaohsiung)
Call for paper
Special Issue on Low-altitude Economy: Technologies, Infrastructure, and Applications
Guest editor, He Huang and Junxing Yang (Beijing University of Civil Engineering and Architecture)
Call for paper
Special Issue on Multisource Sensors for Geographic Spatiotemporal Analysis and Social Sensing Technology Part 5
Guest editor, Prof. Bogang Yang (Beijing Institute of Surveying and Mapping) and Prof. Xiang Lei Liu (Beijing University of Civil Engineering and Architecture)
Special Issue on Materials, Devices, Circuits, and Analytical Methods for Various Sensors (Selected Papers from ICSEVEN 2026)
Guest editor, Chien-Jung Huang (National University of Kaohsiung), Mu-Chun Wang (Minghsin University of Science and Technology), Shih-Hung Lin (Chung Shan Medical University), Ja-Hao Chen (Feng Chia University)
Conference website
Call for paper
Special Issue on Sensing and Data Analysis Technologies for Living Environment, Health Care, Production Management, and Engineering/Science Education Applications (2026)
Guest editor, Chien-Jung Huang (National University of Kaohsiung), Rey-Chue Hwang (I-Shou University), Ja-Hao Chen (Feng Chia University), Ba-Son Nguyen (University of Economics Ho Chi Minh City)
Call for paper
Special Issue on Advances in Sensors and Computational Intelligence for Industrial Applications
Guest editor, Chih-Hsien Hsia (National Ilan University)
Call for paper
Special Issue on AI-driven Sustainable Sensor Materials, Processes, and Circular Economy Applications
Guest editor, Shih-Chen Shi (National Cheng Kung University) and Tao-Hsing Chen (National Kaohsiung University of Science and Technology)
Call for paper
Special Issue on Intelligent Sensing and AI-driven Optimization for Sustainable Smart Manufacturing
Guest editor, Cheng-Chi Wang (National Sun Yat-sen University)
Call for paper
- Accepted papers (click here)
Copyright(C) MYU K.K. All Rights Reserved.